1960 Porsche 356b Shifter Rebuild

1960 Porsche 356b Shifter Rebuild
Last week our tech Jonathan and I were able to repair Craig’s (Rennfilms), 1960 Porsche 356b shifter. When driving this beautiful Porsche, It was difficult to find gears and made very sloppy shifts. This was due to the fact that it was missing the main lower ball pivot. It also had some poorly fabricated sheet metal, installed from the previous owner, which was not helping the situation. We had talked to Craig about this concern the last couple times he was in for service and seat bracket fabrication. We decided now was the time to do this.
Starting the project
First, I found a photo off the internet of the exact part we needed. This is really all we had to go by. Since we only had the shifter itself. The other measurements I had were the spring size and the dimensions for opening of the lower stick. I brought the photo into Adobe Illustrator and resized the photo so the hole size slightly larger that the known lower stick size of 20mm. Based off of that, I extrapolated the degree in which the photo was taken. After that, I calculated the outer ball perimeter, ball height and overall height.


Next, I opened up Fusion 360 to start drafting our CAD file. Using our notes from the internet JPG image dimensions, I was able to come up with this drawing.
The 3d Printer
Since we print replacement parts with high temp resin, we must calculate the shrink rate. This is typically between 1-3%. Using a little simple math, that number needed to be around 103%. For safe measure, we printed 100% through 104%. Furthermore, there was going to be some margin of error. It takes about and hour to print these, so we wanted every option when we started assembling the shifter.. The 104% part fit best, although the 103% would have worked, we wanted some tolerance.
After the part came out we post processed it in a wash / cure station. Washing it with 99% isopropyl alcohol for 10 minutes and curing it with high intensity UV light for 6 minutes. This will harden the resin and prevent it from failing in the future.
While I was drafting and printing the parts, Jonathan media blasted the shifter housing and put a light coat of satin epoxy paint on it. We would have powder coated this in house, but the customer was picking up the same day. Powder coating will add a few hours to the project. If we need to make any adjustments in the future, we will powder coat it. Disassembly is fairly simple so it shouldn’t take too much addition time.
Assembly
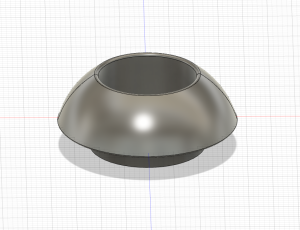
After post processing the parts, Jonathan and I took them to the bench to test the sizes and fitment. You can see from this photo that the fit was spot on at 104%.
-

- Parts all layed out
-

- BottomPorsche Speedster Parts
-

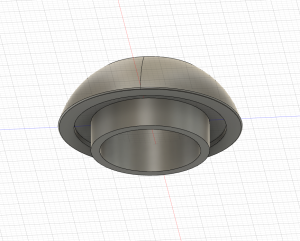
- Top fitment
-

- Porsche 356 Speedster Parts
-

- Close up of the assembly
-

- Jonathan installing the shift linkage dry
From here, we performed a dry fit before lubricating the mechanism. They dry fit felt night and day better, and that was without any grease. We removed the shifter for the last time, greased up all the components and reinstalled the shifter assembly. The feel was 100% OEM and each gear was defined, with no lateral movement while in gear. Reverse felt so much different than before, which might take a little getting use to for the customer. (In a good way)
In Conclusion
Overall we were very pleased with how this shifter turned out. The customer was very pleased with the results. Considering the short wait time to make the part and its functionality, It’s pretty amazing that we can replicate parts like this. 15 years ago, this was mythology.
Since we have six different 3D printers (SDA resin and FDM filament), we have the ability to print polyurethane and other synthetic components. With build plate dimensions from 4-1/2″ x 2-1/2″ x 6″ tall all the way up to 16″ x 16″ x 17″ Tall – The possibilities are almost endless.
Information / Schedule
For more information on how to get your classic European vehicle or Porsche repaired, please call 425-254-0627. You can also email us by clicking here. Meister Werks European & Import is located one block south from The Renton Landing in Renton, WA, across the street from the former Boeing Store and on the westside of the Paccar / Kenworth plant.







